
آموزش پی ال سی PLC
دوره آموزش پی ال سی PLC (کنترل کننده منطقی قابل برنامه ریزی) از بهترین و به روز ترین دوره های آموزشگاه فن آموزان اصفهان در حوزه برق و اتوماسیون صنعتی بوده و برای افراد علاقه مند به رشته های مهندسی برق، فرصتی عالی جهت یادگیری و کسب تجربه در مورد این دستگاه های کاربردی را فراهم می کند. در پایان دوره نیز شما کارآموزان محترم می توانید با شرکت در آزمون های رسمی، مدرک فنی و حرفه ای بین المللی پی ال سی (با قابلیت ترجمه رسمی و مورد تایید در سایر کشورهای جهان) دریافت نمایید.
این دوره شامل آموزش صفر تا صد پی ال سی بوده و تمامی مباحث مربوط به بخش های نرم افزاری و سخت افزای پی ال سی های متنوع (زیمنس، فتک، لوگو، کینکو ، دلتا و …) را در بر می گیرد؛ به گونه ای که شما می توانید بعد از اتمام دوره، در کارخانجات و صنایع ایرانی و خارجی؛ به عنوان کارشناس پی ال سی یا اتوماسیون کار صنعتی استخدام شده و درآمد خوبی کسب کنید. سرفصلهای دوره تخصصی پی ال سی به گونه ای تدوین شده اند که اطلاعات به روز و کاملی در زمینه شناخت انواع plc ها و نحوه عیب یابی و برنامه نویسی آنها، اتصال سنسورها، شیر برقی، جک پنوماتیک و … در اختیار شرکت کنندگان قرار می دهند و بدین ترتیب آن ها را از هر لحاظ آماده ورود به بازار کار می کنند.
توصیه می کنیم پیش از ثبت نام، فیلم معرفی دوره پی ال سی را به دقت تماشا کنید تا اطلاعات کاملی در مورد سرفصلها و روش تدریس اساتید در آموزشگاه فن آموزان اصفهان به دست آورید. لازم به ذکر برای شرکت در این دوره لازم نیست رشته دانشگاهی یا تحصیلی شما برق باشد؛ اما اگر تمایل دارید با آمادگی بیشتری در کلاس حضور داشته باشید؛ بهتر است دوره مکمل و پیش نیاز PLC یعنی آموزش تابلو برق صنعتی را پیش از ثبت نام در این کلاس بگذرانید. به علاوه؛ شما عزیزان می توانید با شرکت در دوره جامع آموزش برق صنعتی اصفهان، علاوه بر پی ال سی ها، نحوه نصب و راه اندازی و تعمیر و نگهداری تمامی تجهیزات برق صنعتی را به صورت عملی و کاربردی بیاموزید. علاوه بر این از دیگر دوره های در حال برگزاری آموزشگاه فن آموزان اصفهان میتوان به آموزش eplan و آموزش نصب پنل خورشیدی در اصفهان اشاره کرد.
دوره آموزش پی ال سی PLC اصفهان چگونه برگزار می شود؟
پادکست معرفی دوره آموزش پی ال سی فن آموزان اصفهان
حداقل سن : 14 سال
حداقل مدرک تحصیلی : سیکل
جنسیت : آقا / خانم
پیش نیاز : ندارد
پایان خدمت : نیاز ندارد
محل برگزاری : اصفهان
نوع برگزاری : تئوری و عملی
دوره مجازی : دارد
پشتیبانی بعد از دوره : دارد
معرفی خوابگاه : دارد
کلاس رایگان مشاوره راه اندازی کسب و کار : دارد
– شما بعد از گذراندن این دوره به صورت کاملا عملی و تخصصی با کلیه ماژول DI/DO/AI/AO و کارت های مختلف کاملا آشنا می شوید.
– بعد از گذراندن دوره آموزش PLC S7 شما می توانید انواع پروژه ها را هم بصورت سخت افزاری و نرم افزاری اجرا کرده و حتی می توانید برنامه های نوشته شده را رفع ایراد کنید.
– بعد از گذراندن دوره PLC شما با نحوه برنامه نوشتن و ساخت سناریو بر روی پنل HMI و ارتباط آن برنامه PLC به صورت کاملا عملی و تخصصی آشنا می شوید.
– در دوره برنامه نویسی PLC بصورت کاملا تخصصی با انواع CPU ها و نحوه انتخاب صحیح برای عملکرد هر چه بهتر و تفاوت های آن ها کاملا آموزش میبینید.
– شما در دوره برنامه نویسی PLC با انواع شبکه های صنعتی از جمله مد باس، پروفیباس، پروفینت و …آموزش داده می شوید و نحوه ارتباط با برنامه PLC بصورت کاملا تخصصی فرا خواهید گرفت.
– شما در دوره برنامه نویسی صنعتی PLC با تسلط کامل بر نحوه برنامه نوشتن و اصول کلی آن به راحتی میتوانید برای رفع عیب یک خطوط صنعتی وارد شوید و رفع عیب کنید.
چه چیز هایی در کلاس آموزش پی ال سی PLC اصفهان می آموزیم؟
آموزش تخصصی کلی سری های مختلف محصولات زیمنس
آموزش کاملا عملی نحوه برنامه نویسی پی ال سی زیمنس سری 300
آموزش کاملا عملی نحوه برنامه نویسی پی ال سی زیمنس سری 1200
آموزش کاملا عملی نحوه برنامه نویسی پی ال سی زیمنس سری 1500
آموزش کاملا عملی نحوه برنامه نویسی پی ال سی زیمنس سری 400
نحوه نصب و راه اندازی انواع شیرها و جک های هیدرولیک و پنوماتیک به PLC
شناخت انواع شیر های پنوماتیک
شناخت انواع جک های پنوماتیک
شناخت انواع جک و شیرهای هیدرولیک
طراحی و اجرا انواع برنامه ها و پروژه های پنوماتیک در PLC
آموزش کاملا تخصصی پی ال سی لوگو زیمنس
اجرای انواع پروژه ها ویژه صنعت با استفاده از برنامه نویسی پی ال سی لوگو
نحوه کنترل از راه دور پی ال سی لوگو از طریق گوشی اندروید و آیفون
آموزش نحوه اتصال و شبکه کردن انواع پی ال سی لوگو با یکدیگر
آموزش تابع نویسی UDF در پی ال سی زیمنس لوگو
آشنایی با نحوه برنامه نویسی پی ال سی ها
آموزش تخصصی نحوه برنامه نویسی با زبان LADDER/FBD
آموزش نحوه برنامه نویسی از وب سرور و کنترل پروژه ها PLC SIEMENS
آموزش کاملا تخصصی برنامه نویسی با PLC DELTA
آموزش کاملا تخصصی برنامه نویسی با PLC FATEK
آموزش نحوه برنامه نویسی از طریق نرم افزار simatic manager
آموزش نحوه برنامه نویسی از طریق نرم افزار ویژه صنعت TIA portal
آشنایی با نحوه برنامه نویسی تاچ پنل سری زیمنس
نحوه برنامه نویسی بصورت step ladder
آموزش تخصصی کار با نرم افزار های پر کاربرد PLC
آموزش تخصصی کار با نرم افزار پر کاربرد WPLSOFT
آموزش تخصصی کار با نرم افزار پر کاربرد ISPsoft
آموزش تخصصی کار با نرم افزار پر کاربرد Dopsoft
آموزش کار با نرم افزار FACTORY I/O
آشنایی با HMI در PLC
آموزش نحوه برنامه نویسی HMI
آموزش نحوه اتصال HMI به PLC
آموزش نحوه اتصال HMI به درایو ها
آموزش نحوه ماکرونویسی انواع HMI
آموزش اینورتر ها در PLC
آموزش کار با اینورتر DELTA & LS
آموزش عملی نحوه اتصال اینورتر دلتا و ال اس به پی ال سی دلتا
آموزش کاملا تخصصی اینورتر ال اس
آموزش کاملا تخصصی اینورتر دلتا
آموزش نحوه شبکه کردن پی ال سی دلتا به اینورتر ها و hmi
آموزش فانکشن نویسی در بلوک های توابع مختلف PLC
نحوه فانکشن نویسی بلوک های تابع FB
نحوه فانکشن نویسی بلوک های تابع DB
نحوه فانکشن نویسی بلوک های تابع OB
نحوه فانکشن نویسی بلوک های تابع FC
نحوه اجرای برنامه وقفه زمان در بلوک های توابع زیمنس
آشنایی با کارت های آنالوگ ورودی و خروجی PLC
آموزش نحوه اتصال کارت آنالوگ ورودی و خروجی به پی ال سی زیمنس
آموزش نحوه برنامه نویسی انواع کارت های آنالوگ در پی ال سی زیمنس
آموزش نحوه برنامه نویسی انواع کارت های آنالوگ در پی ال سی دلتا
آموزش نحوه برنامه نویسی انواع کارت های آنالوگ در پی ال سی فتک
آشنایی با کارت دما و سنسور PT100 در PLC
آموزش کاملا عملی نحوه اتصال سنسور PT100
آموزش نحوه اتصال کارت دما وPT100 به پی ال سی siemens
آموزش نحوه اتصال کارت دما وPT100 به پی ال سی delta
آموزش نحوه اتصال کارت دما وPT100 به پی ال سی fatek
آموزش نحوه برنامه نویسی کارت های دما به پی ال سی siemens
آموزش نحوه برنامه نویسی کارت های دما به پی ال سی delta
آموزش نحوه برنامه نویسی کارت های دما به پی ال سی fatek
برخی از مباحث دیگر دوره پی ال سی
بررسی کاملا عملی انواع تایمر ،کانتر، مقایسه گره ها و …
آموزش عملی نحوه گراف گیری در پروژه ها
نحوه راه اندازی بصورت WARM/CLOUD
آموزش نحوه دیتالاگ گیری و نحوه انجام وب سرور در پی ال سی زیمنس
| تاریخ شروع | روزها | ساعت برگزاری |
|---|---|---|
| 18 مرداد ماه | یکشنبه و سه شنبه | ساعت 9 الی 12 |
| 4 آبان ماه | یکشنبه و سه شنبه | ساعت 9 الی 12 |
| 3 مهر ماه | پنجشنبه ها | ساعت 15 الی 20 |
| 27 آذر ماه | پنجشنبه ها | ساعت 15 الی 20 |
دوره های آنلاین در آموزشگاه فن آموزان اصفهان : انتخابی هوشمندانه برای دسترسی دائمی به آموزش های دوره
دوره آموزش پی ال سی PLC علاوه بر برگزاری به شکل حضوری، بصورت مجازی نیز در این آموزشگاه برگزار می شود. مهم ترین مزایای شرکت در دوره های آنلاین فن آموزان اصفهان عبارتند از:
- پشتیبانی نامحدود پس از آموزش
- صرفه جویی در وقت و هزینه های شما
- دسترسی دائمی به ویدیو های با کیفیت
- فعال سازی ویدیو ها بلافاصله پس از خرید دوره
- ارائه مشاوره و آموزش های لازم برای راه اندازی شغل
- امکان ارتباط با اساتید در حین مشاهده دوره و پس از آن
- آموزش در فضای خصوصی با امکان مشاهده و مرور چندین باره
- ارائه جزوات کاربردی و پوشش تمامی سرفصل های دوره حضوری
- دسترسی رایگان به دوره “مشاوره کسب و کار و قراردادها” با ثبت نام در اولین دوره
دوره آنلاین برای چه کسانی مناسب است؟ افرادی که مسیر دوری از شعبات فن آموزان اصفهان دارند؛ وقت کافی برای شرکت در دوره حضوری را ندارند؛ تمایل دارند همیشه به ویدیوها و آموزشهای دوره دسترسی داشته باشند و همه افرادی که به دنبال یادگیری یک مهارت پردرآمد و آینده دار هستند.
چگونه می توانم در دوره آنلاین آموزش PLC آموزشگاه فن آموزان اصفهان شرکت کنم؟
- دسترسی عالی آموزشگاه به وسایل نقلیه عمومی
- به کارگیری تجهیزات و ابزارهای فنی به روز در کلاس ها
- پشتیبانی همیشگی از کارآموزان در حین و پس از پایان دوره
- ارائه مطالب آموزشی در کارگاه های پیشرفته و تجهیز شده
- امکان سکونت در خوابگاه برای کارآموزان ساکن دیگر شهرها
- زمان بندی منعطف و متغیر کلاس ها با توجه به تقاضای کارآموزان
- اعطای مدرک فنی و حرفه ای معتبر و قابل ترجمه به کارآموزان
- امکان تکرار کلاس ها در صورت عدم رضایت و یاد نگرفتن مطالب دوره
- تدریس مباحث توسط بهترین اساتید به صورت عملی و پروژه محور
- ارتباط دائمی با آموزشگاه از طریق تلفن، وب سایت و مراجعه حضوری
- امکان شرکت در دوره ها به صورت حضوری (خصوصی و عمومی) و آنلاین
- برگزاری کلاس مشاوره رایگان برای راه اندازی کسب و کار بعد از پایان دوره
- امکان کسب مهارت و دانش لازم برای ورود آسان به بازار کار و درآمدزایی
- انتقال تجربیات ارزشمند از سوی اساتید به کارآموزان درباره بازار کار و صنعت
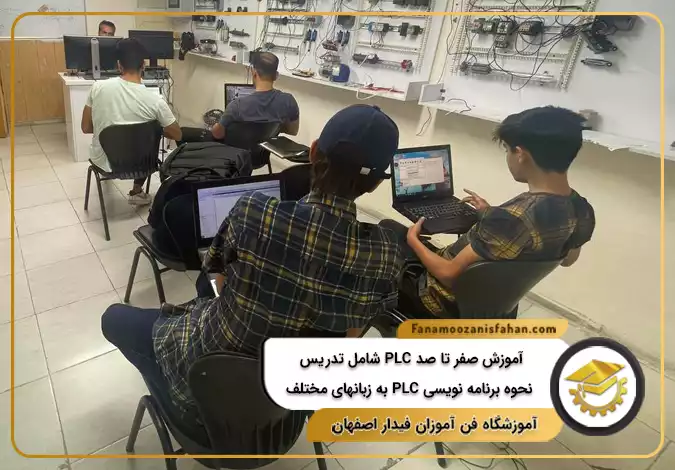
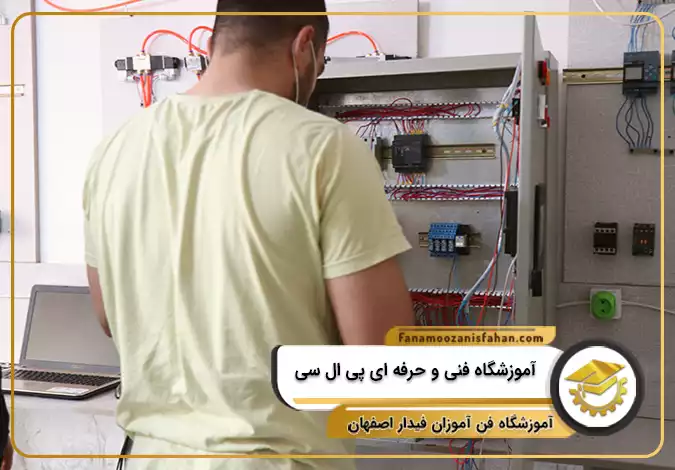
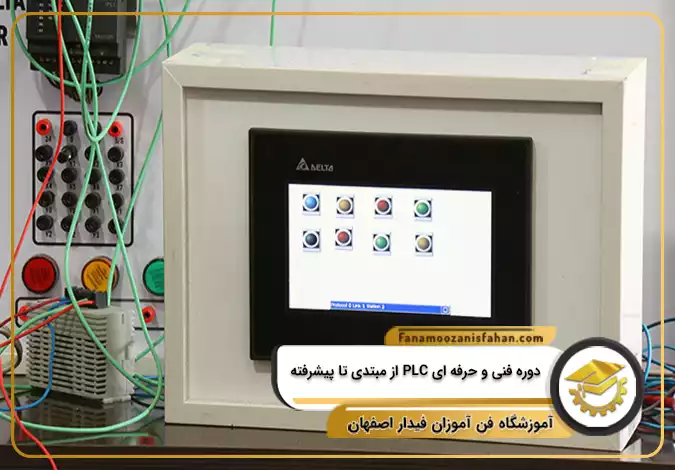
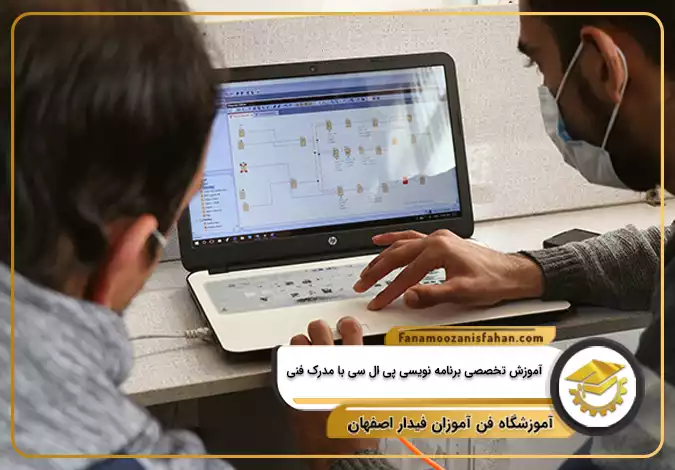
تصاویر زیر به خوبی نشان دهنده محیط آموزشگاه، روش تدریس استاد و تمرین های عملی کارآموزان در کلاس هستند.









سوالات متداول کارآموزان در مورد دوره فنی حرفه ای پی ال سی PLC صنعتی در اصفهان چیست؟
– بله یکی از مزایا دوره برنامه نویسی PLC که در آموزشگاه فن آموزان برگزار میشود کارآموز میتواند تمام مباحث کلاس حضوری را در کلاس مجازی فرا بگیرد وهمچنین با استاد دوره بصورت انلاین ارتباط برقرار کرده.
– بله برای یاد گرفتن کارآموز بهتر است ابتدا در دوره تابلو برق صنعتی شرکت کرده بعد وارد برنامه نویسی PLC شوند ،که این امر باعث تسلط کامل بر برنامه نویسی میشود.
– طول مدت زمان دوره PLC 100 تا 120 ساعت میباشد.
بله. شما می توانید از سراسر شهر و استان اصفهان (جنوب تا شمال و شرق تا غرب) از جمله نواحی دروازه شیراز ، هزار جریب ، خیابان کارگر ، شاهین شهر ، بهارستان ، شهرضا ، شهید بهشتی ، ملک شهر ، نجف آباد ، خمینی شهر ، تیران و کرون ، چادگان ، سامان ، داران ، سمیرم ، بوئین میاندشت ، افوس فریدن و ... به این موسسه مراجعه کرده و در دوره پی ال سی PLC شرکت نمایید. همچنین در صورتی که تردد از منزل تا آموزشگاه برای شما سخت است؛ می توانید در طول برگزاری کلاس، در خوابگاه هایی که از طرف آموزشگاه به شما معرفی می شوند؛ سکونت داشته باشید.
– بله بعد از گذراندن دوره آموزش برنامه نویسی PLC یک مدرک آموزشگاه و همچنین مدرک بین المللی از سازمان آموزش فنی و حرفه ای کشوربه شما تعلق میگیرد.
– بله در این دور شما با انواع زبان های برنامه نویسی رایج از جمله LAD/FBD کاملا آشنا میشوید و بر آنها تسلط پیدا میکنید.
– بله یکی از آپشن های دوره برنامه نویسی PLC در آموزشگاه فن آموزان پشتیبانی دوره توسط استاد مربوط بعد از اتمام دوره میباشد.
بله. دسترسی بسیار عالی آموزشگاه به وسایل نقلیه عمومی و امکان سکونت در خوابگاه در طول برگزاری کلاس ها سبب شده است کارآموزان زیادی از نواحی مختلف شهر و استان اصفهان و سایر شهرها و استان های ایران از جمله شهرکرد، یاسوج، بندرعباس، کیش، خوزستان، اهواز، شیراز، بوشهر و … به این آموزشگاه مراجعه کرده و در کلاس پی ال سی PLC این مجموعه شرکت نمایند.



![آموزش Eplan در اصفهان ورژن [2025]](https://fanamoozanisfahan.com/wp-content/uploads/2024/09/آموزش-plan-در-اصفهان.webp)



شما کاربران گرامی می توانید سوالات و نظرات خود در مورد دوره آموزش پی ال سی آموزشگاه فن آموزان اصفهان در این بخش مطرح کنید.
اگر رشته دانشگاهی مون برق نباشه بازم میتونیم تو این دوره شرکت کنیم؟
بله. محدودیتی از این نظر برای کارآموزان وجود ندارد. با شرکت در کلاس پی ال سی و دوره های مکمل آن در آموزشگاه فن آموزان اصفهان مانند دوره آموزش برق صنعتی و تابلو برق صنعتی می توانید به همه مباحث مربوط به پی ال سی ها مسلط شوید حتی اگر رشته تحصیلی شما برق نبوده باشد.
اگر رشته برق باشه و بخوایم از ترم یک دانشگاه شروع کنیم متوجه میشیم؟
بله متوجه میشید چون تدریس مباحث از پایه شروع میشه و برای حضور در کلاس لازم نیست از قبل چیزی در مورد پی ال سی و برق بدونید.
من رشتم برق ساختمان هست میتونم بدون دوره تابلو برق صنعتی وارد plc بشم
سلام. وقتتون بخیر. تابلو برق پیش نیاز پی ال سی هست . اگر تابلو برق رو بلد باشید می تونید پی ال سی رو شرکت کنید اما اگر بلد نباشید دوره پی ال سی رو متوجه نمیشین